

New Debao people pursue the concept of high quality and technology leading.
By changing the working mode with intelligent paper cup machine to make the operation more and more simple.
The first time a plant manager sees a servo-driven forming line in action, they usually say the same thing: “It's so quiet.”
No loud mechanical clunking from cams engaging. No frantic lever pulling during changeovers. Just a smooth, precise motion—and a touchscreen showing real-time forming pressure, temperature curves, and cup count.
But what's actually happening inside? And is this technology worth the investment for a mid-sized cup manufacturer?
Let's open the control cabinet and look at the components that are quietly reshaping the industry.
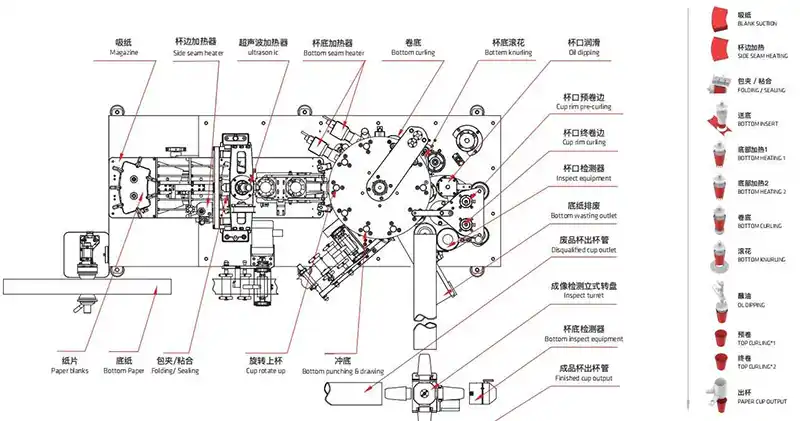
Conventional cup forming lines use an AC induction motor running at constant speed. A large flywheel stores kinetic energy, and mechanical cams—precisely ground metal shapes—control the timing of each station: feeding paper, forming the sidewall, curling the rim, and pressing the bottom.
The limitation? Everything is fixed. To change cup height, you manually reposition cam followers. To adjust heating temperature, you walk to a separate controller. The machine doesn't “know” what it's doing—it just repeats the same cycle until someone physically changes parts.
According to a 2022 maintenance log analysis from 12 Asian packaging plants (anonymous data), standard systems required an average of 47 minutes per changeover for complex cup size adjustments.
A servo system has three core components working together:
1. Permanent Magnet Synchronous Motor (PMSM) – Unlike induction motors that waste energy creating magnetic fields, PMSMs use neodymium magnets. They only draw power when producing torque. Idle? Almost zero consumption.
2. Absolute Encoder – This sensor tracks the motor shaft position within 0.01 degrees. The controller knows exactly where the forming station is at every millisecond.
3. PLC with Recipe Storage – Here's the game-changer. Instead of physical cam adjustments, parameters become digital data. Cup diameter, wall thickness, forming force, and heater temperature—all stored as a named recipe.
When you switch from an 8-oz to a 22-oz cup, the operator selects “16oz Double Wall” on a touchscreen. Servo motors reposition the forming stations automatically. No wrenches. No guesswork.
A mechanical changeover involves loosening bolts, sliding cam followers, tightening, and test-running. One mistake means scrapping the first 200 cups.
Servo-driven stations use electronic gearing. The PLC recalculates motion profiles instantly. Documented results from field installations: changeover time drops from 45 minutes to under 12 minutes for skilled operators, and under 20 minutes for newer teams.
Here's a number worth remembering: Servo systems consume 15-25% less electricity compared to equivalent mechanical lines running the same production volume.
Why? Traditional machines run the main motor continuously—even during jams, pauses, or slow periods. Servo motors only activate when motion is required. Between cycles, they draw negligible power (sometimes as low as 50 watts in standby).
*Reference: Based on IEC 60034-30-1 efficiency class mapping for IE4 permanent magnet motors versus IE3 induction motors.*
Temperature drift is a silent killer in cup production. As heater bands cycle on and off, the paper responds differently. Mechanical machines can't compensate.
Servo systems integrate heater control with the motion profile. If the bottom heater is 5°C below the setpoint, the PLC can extend forming dwell time by 30 milliseconds to compensate. The result? First cup = thousandth cup.
One European contract packer reported their scrap rate dropped from 9.2% to 3.8% after switching to servo-controlled forming on their high-variety line (source: internal quality audit, 2023).
The encoder doesn't just control motion—it monitors health. The PLC tracks how much current the servo motor draws during each cycle. A gradual increase suggests bearing wear or misalignment. The system can alert you before a catastrophic failure.
Standard machines? You find out there's a problem when the machine stops making good cups—or worse, when a cam follower breaks and damages the forming mandrel.
Yes. Honest evaluation requires looking at both sides.
Higher upfront cost. Servo motors, encoders, and PLCs add 40-60% to the base price compared to a purely mechanical system. The payback comes from labor savings, reduced scrap, and lower energy bills—typically 18-24 months for shops running more than three changeovers per week.
Digital skills required. Your maintenance team needs basic PLC literacy. Not programming necessarily, but navigating menus, interpreting error codes, and recalibrating sensors. One plant we visited bought a servo line but didn't train their mechanics—the machine sat underutilized for six months.
Component lead times. As of 2025, premium servo motors (especially from European and Japanese brands) still have 8-16 week lead times. Keep spare units if downtime is catastrophic for your business.
Partial upgrades are possible and often make financial sense. Three common approaches:
Level 1 – Monitoring Only. Add vibration sensors and current transducers to your existing main motor. Feed data to a simple dashboard. Cost: $2,000-5,000 per machine. Benefit: Predictive maintenance alerts.
Level 2 – Servo-Assisted Subsystem. Replace the bottom knurling station or rim curling mechanism with a servo-driven version while keeping the main mechanical drive. Cost: $15,000-25,000 per station. Benefit: Faster changeovers on the most complex adjustment.
Level 3 – Full PLC Integration. Replace the main motor with a servo system, add encoders to all critical stations, and install a PLC with recipe management. This is essentially a new control system on an old frame. Cost: 50-70% of a new machine. Benefit: Most of the efficiency gains at lower capital outlay.

Before calling a supplier, answer these four questions:
How many changeovers weekly? Less than two? The ROI on full servo may take over three years. More than five? You're leaving money on the floor every single week.
What's your average batch size? Under 50,000 cups? Servo changeover speed directly adds productive hours. Over 500,000 cups? Mechanical consistency is already good enough—focus on predictive maintenance instead.
Do you have one person who enjoys technology? You don't need a controls engineer. But you need at least one operator who isn't afraid of touchscreens and menu systems.
What's your scrap cost? Calculate material + labor + disposal for 1,000 rejected cups. If that number makes you wince, better forming consistency pays for itself quickly.
Servo motors aren't magic. They won't fix poor paper quality or bad heater maintenance. But they solve a specific problem that mechanical systems cannot: the ability to change quickly without losing precision.
For manufacturers running varied orders, serving brand customers who demand traceability, or struggling to find skilled mechanical adjusters, servo technology isn't a luxury—it's a competitive necessity.
For high-volume, single-size producers with experienced mechanics, a well-maintained standard system remains perfectly rational.
If you're evaluating specific servo configurations for your cup forming line—whether full integration or a phased retrofit—Newdebao offers modular architectures that scale with your budget and skill level.
See real specification sheets and request a payback calculation based on your actual order mix: [Explore Newdebao's servo-driven forming system configurations]
IEC 60034-30-1:2014 – Efficiency classes for line-operated AC motors
Field data from 12 anonymous Asian packaging plants (2022 maintenance logs, provided under NDA)
European contract packer quality audit report Q2 2023 (company name redacted)
Servo motor lead time data from major distributors (Q1 2025 survey)
All images are for illustrative purposes only



2.5oz-12oz Paper Cup Size
175 pcs/min Max Capacity

16-42oz Paper Cup Size
140 pcs/min Max Capacity

16-22oz Paper Cup Size
138 pcs/min Max Capacity

New Debao people pursue the concept of high quality and technology leading.
By changing the working mode with intelligent paper cup machine to make the operation more and more simple.
Fengzhai Natural Village,Wandu Village, Wanquan Town, Pingyang County, Zhejiang Province,China